Руководство по эксплуатации
Механическая часть двигателя
Система питания
Система охлаждения
Система смазки
Системы впуска и выпуска
Электрооборудование двигателя
Сцепление
Коробка передач
Приводные валы и главная передача
Рулевое управление
Тормозная система
Шасси
Кузов
Система кондиционирования и отопитель
Электросхемы
Каталог деталей и сборочных единиц
Промышленно-инвестиционный холдинг «Богдан» - ведущий украинский производитель транспортной техники, легковых и коммерческих автомобилей для украинского и зарубежного рынков. Партнеры холдинга - ISUZU MOTORS LIMITED, крупнейший в мире производитель коммерческого транспорта, и ОАО «Укравтобуспром», в прошлом всесоюзное КБ, специализирующееся на разработке автобусов и троллейбусов. Благодаря активному сотрудничеству с данными компаниями, «Богдан» является лидером по производству автобусов в Украине и реализует свою продукцию не только внутри страны, но и экспортирует её за рубеж. Автобусы «Богдан» по достоинству оценили перевозчики из России, Армении, Казахстана. Заинтересовались украинскими автобусами также представители иранской автомобилестроительной компании «Бахман Групп».
Производственные мощности промышленно-инвестиционного холдинга «Богдан» включают в себя АО «Черкасский автобус» и дочернее предприятие «Автобусный завод «Богдан»».
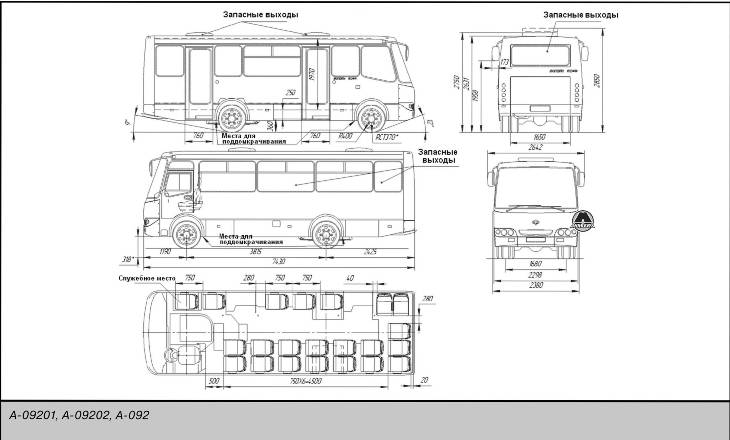
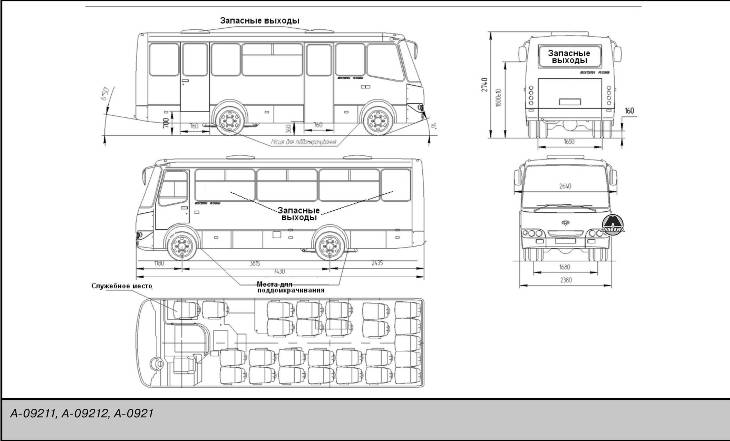
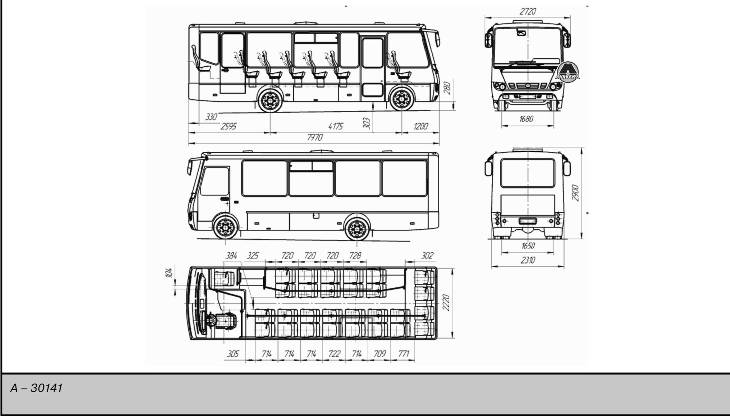
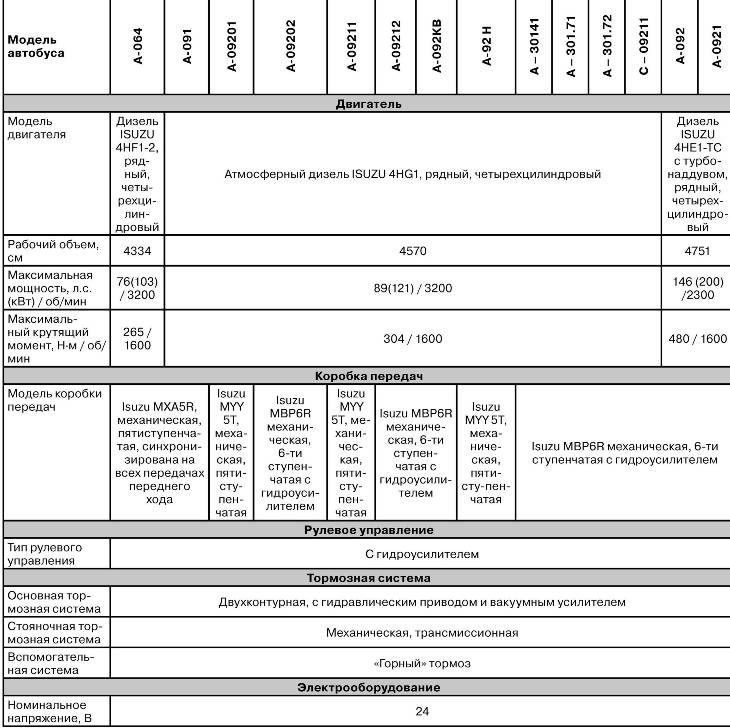
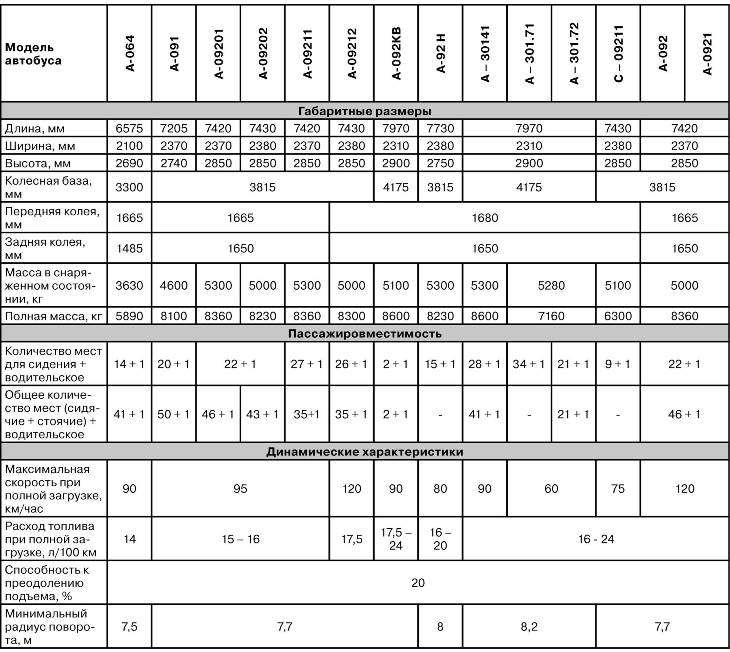
Автобусы А-064, А-091, А-092 (А-09201, А-09202, А-092, А-092КВ, А-92Н, А-09211, А-09212, А-0921, А 30141, А - 301.71, А - 301.72, С - 09211) построены на базе грузовиков Isuzu Elf, зарекомендовавших себя надежностью и простотой в эксплуатации. Все автобусы оснащены дизельными двигателями Isuzu, рассчитанными на пробег 1 000 000 км без капитального ремонта.
Малые городские автобусы А-064 и А-092 «Богдан» предназначены для эксплуатации на городских маршрутах. Низкие ступеньки, две двери, безопасность и маневренность делают автобус «Богдан» максимально удобным для пассажиров и водителей.
Автобус А-091 существует в нескольких модификациях: городской, междугородний, туристический (оснащен кондиционером, аудио- и видеосистемой и багажными отделениями).
На базе автобусов «Богдан» выпускается также специализированная техника: школьные автобусы, транспорт для специального назначения для аварийно-спасательных служб, передвижной рентгено-флюорографический кабинет.
Необходимым условием надежной работы любого автомобиля и безопасности персонала является строгое соблюдение указаний по ремонту и техническому облуживанию. Приведенные в Руководстве методики и описания дают общие принципы выполнения работ по ремонту и техническому обслуживанию с применением эффективных приемов и способов.
Применяемые способы и приемы выполнения работ, инструмент, приспособления и используемые запасные части, а также степень мастерства исполнителей весьма разнообразны. Невозможно дать указания или предупреждения по каждому случаю выполнения работ по настоящему Руководству. Поэтому каждый раз при использовании запасных деталей, методик или инструментов и приспособлений, не рекомендованных производителем автомобиля, следует предварительно твердо убедиться, что применяемые запасные части, методики или инструменты не нанесут ущерба безопасности персонала и исправности автомобиля.
Содержание этой страницы защищено авторским правом.
Копирование, перепечатка, либо использование материалов данной страницы для воспроизведения, переноса на другие носители информации
ЗАПРЕЩЕНО и преследуется в соответствии с действующим законодательством.